
FormMaster系列多工位压机是在同众多用户、生产和维护专家、模具制造商和设计师的对话沟通基础上开发设计,具有高生产率和最大的利用率。由于在喂料、传送、成形等多个工序采用了伺服技术,从而在保证高生产率的同时最大程度的提升了整个压机的柔性,可以通过对喂料系统、传送系统、成形速度及曲线进行随意设置以满足多种需求。

工欲善其事,必先利其器。针对要求越来越严格、变化越来越快的市场,企业制胜的法宝除了有效地管理之外,拥有先进的设备是一个企业打造核心竞争力的基础。随着中国经济的十年快速发展,众多制造企业积累了足够的资本,也吃够了低端设备和工艺带来的苦头。要想在全球高端市场上有说话的权利,要想拿到并保持同高端客户的订单量,拥有最先进的设备无疑是谈判起初最有效的敲门砖和梧桐树。
现今,扣件、紧固件、小型零件等冷锻件的市场日趋严酷,针对普通低端产品,国内的生产能力极其富裕,而对汽车标准件及小型零件、航空标准件等高附加值产品生产,限于所用设备能力,国内仍然处于起步阶段。特别是复杂几何形状零件、小批量生产、按主机厂要求准时交货等要求,对国内生产商来讲都是非常大的挑战。
舒勒的线材成形大师- FormMaster系列伺服多工位压机可以从根本上满足以上需求。FormMaster系列多工位压机是在同众多用户、生产和维护专家、模具制造商和设计师的对话沟通基础上开发设计,具有高生产率和最大的利用率。由于在喂料、传送、成形等多个工序采用了伺服技术,从而在保证高生产率的同时最大程度的提升了整个压机的柔性,可以通过对喂料系统、传送系统、成形速度及曲线进行随意设置以满足多种需求。

线材成形典型零件
1 先进性与人性化的结合
舒勒集团是全球最大的金属成形设备生产商,拥有176年的历史。在过去一百多年的历史中,舒勒一直都是金属成形技术的领导者和开拓者。舒勒设备的设计都体现着最先进、最人性化的特点。FormMaster系列伺服多工位压机就是其中一款极具代表性的产品。
优点一览:
最佳人性化设计的立式模具布置,易于维护;
滑块运动过程可编程控制,高柔性;
适应特殊锻件锻造速度要求;
满足长锻件的最佳空间;
模具空间观察方便;
可靠的伺服送料系统,可从控制面板对传送参数进行调整,高柔性,高精度;
机器占地面积小。

线材成形大师FormMaster卧式伺服多工位线材冷成形机
2 独特的压机机架和导向设计
2.1 整体闭式机架
作为压机的基础,压机框架及传动机构的刚性决定着压机是否能够长时间保证精度。舒勒的FormMaster系列压机采用整体闭式机架,经过有限元计算,刚性非常高;同时配备高刚性的传动机构,有效的保证了工作精度。
2.2 导向系统
导向系统采用成熟设计方案,偏心载荷影响小,从而保证了工作精度,提高了零件的最终质量。

整体闭式机架
3 创新的喂料机构保证最好的产品质量并降低成本
3.1 传统辊式送料的缺点
为了保证产品质量的高度一致,所用坯料的长度和表面质量至关重要。传统的辊式送料存在以下缺点:
1)、辊子和线材之间是点状接触,靠摩擦传动,因此易划伤线材表面,特别是对比较软的材料,更容易造成变形;
2)、辊式送料精度差;
3)、如果更换产品品种,由于线材尺寸不同,辊式送料要进行重新设置,设置时间较长。
3.2 伺服喂料机构
FormMaster配备有一套线材直线伺服喂料机构,一台夹钳夹持着线材,另一台夹钳负责喂料。整个喂料动作通过伺服电机驱动双凸轮实现,非常精确,可以不需使用线材喂料限位。
相对于标准的辊道喂料装置,夹钳夹持方式避免了辊道和线材表面点接触造成的变形。这一点对于较软的材料尤为重要。
夹钳的夹持力可以单独调整。这套喂料系统适合于不同的线材直径。压机使用不同直径的线材时,不需要更换夹钳,因此可以明显减少设置时间。
喂料机构的高精确度保证了为生产提供的剪切坯料体积高度一致。

配备夹钳的线性喂料机构
4 精确的剪切系统保证了稳定的剪切体积和高质量的剪切面
坯料的体积是否稳定、剪切面的形状和角度是否精确,这都是能否生产出精确尺寸和形状的零件的重要条件。FormMaster系列压机采用极为先进的剪切机构,坯料剪切面变形非常小,垂直度高。
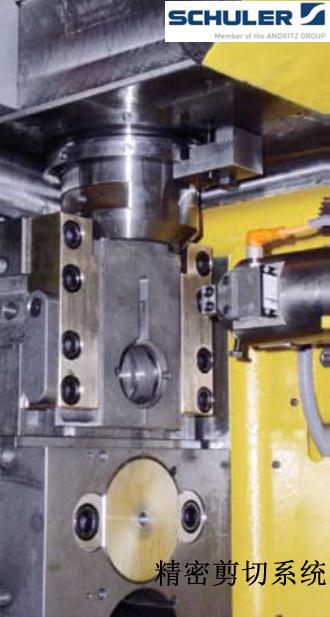
精密剪切系统
5 顶出系统和数控传送装置缩短了设置时间,提高了压机的开机时间
舒勒在开发FormMaster系列时,特别强调可对顶出器和传送装置的参数进行快速、简便的调整。这样即使生产小批量的复杂零件也不会对生产成本有明显影响。
5.1 顶出系统的驱动及设置
模具端的顶出器通过一个或多个凸轮驱动,通过辊和顶出杆实现顶出动作。在设置行程长度和压入深度时,每个工位只需要调整一端,这样就大大减少了设置时间。

顶出系统的调试很简单
5.2 传送系统
传送系统和夹钳采用单独的伺服控制电机驱动。通过控制面板可以设置其参数。设置好的参数会被存储到一套模具数据管理系统,如果需要,可以在几秒钟内调出。当单独更换夹钳时,整套夹钳插装阀一起被更换。新更换的夹钳可以在更换前通过调整量具事先调好,从而节省了时间。新型传送系统采用了一套特殊的移动曲线,可以在保证高速传送的情况下避免快速加减速。合理和谐的系统传送顺序既确保了传送的可靠性,又降低了磨损。

六工位传送系统和出料夹钳
6 先进的生产线控制系统

带计算机的控制面板
操作者可以随时在操作和故障信息栏里获得压机状态的一个综合概况。例如,用户在压机准备运行前利用菜单界面可以选择操作模式(设置、运行、模具更换)。
所有的运行和故障信息都以文字形式清楚显示并存储,用于日常故障分析。特殊零件的模具数据可存储在模具数据管理系统,以备随时调出。
用户界面通过软件模块图形化显示
模具数据管理
带有压机图像的故障信息,以供可视化故障分析使用
预防性维护可以为操作者和维护人员提供压机和生产工艺方面的最佳信息
工艺监控、生产数据获得、工作准备和远程维护等可选项意味着系统的扩展是实实在在无限的。
7 为各种需求提供正确的模具更换系统
模具更换时间的减少可以实现小批量零件的经济生产。我们可以为您提供理想的模具更换系统甚至可以根据客户的具体需求定制。
模具更换时既可以进行全套模具和垫板更换,也可以使用ToolMaster对模具和冲头端的单个模具套筒进行更换。

ToolMaster模具更换装置
总结:
舒勒的线材成形大师FormMaster系列线材伺服多工位成形压机代表着线材成形技术的最高水平和最新设计理念,整机的设计无不体现着为操作者及生产商的贴心考虑:
1)喂料、传送、成形等工序采用了成熟的伺服技术,在保证高生产率(最高80件/分钟)的同时为生产提供了最大的柔性,极大的拓展了产品生产范围;
2)在设计起初就充分考虑了如何有效的缩短产品更换时压机的设置时间,伺服喂料、夹钳更换、模具更换等简单快速,保证了压机的开机率及生产时间,体现了小批量经济生产的优势;
3)高刚性机架及传动机构、先进的伺服喂料、剪切机构等一系列设计都保证了压机的高精度;
4)最佳人性化设计的立式模具布置,先进的全自动化生产控制系统。





